
こんな形の円盤を作ります。
1mmのアルミ板、直径は29.5mm。中心の穴は6mm両端の小さい穴は2mmビスを使う固定穴。取り敢ず1.5mmの下穴を開けています。
2枚一組で1枚は2mmのタップを立て(ネジを切る)もう1枚は2mmの穴にします。
中心の穴は3mmの穴を開けてありましたが円盤加工が終了してから6mmに開け直しました。
コレは完成品なんですが円周が凸凹に見えます。保護用フイルムを貼ってある為この様に見えます。
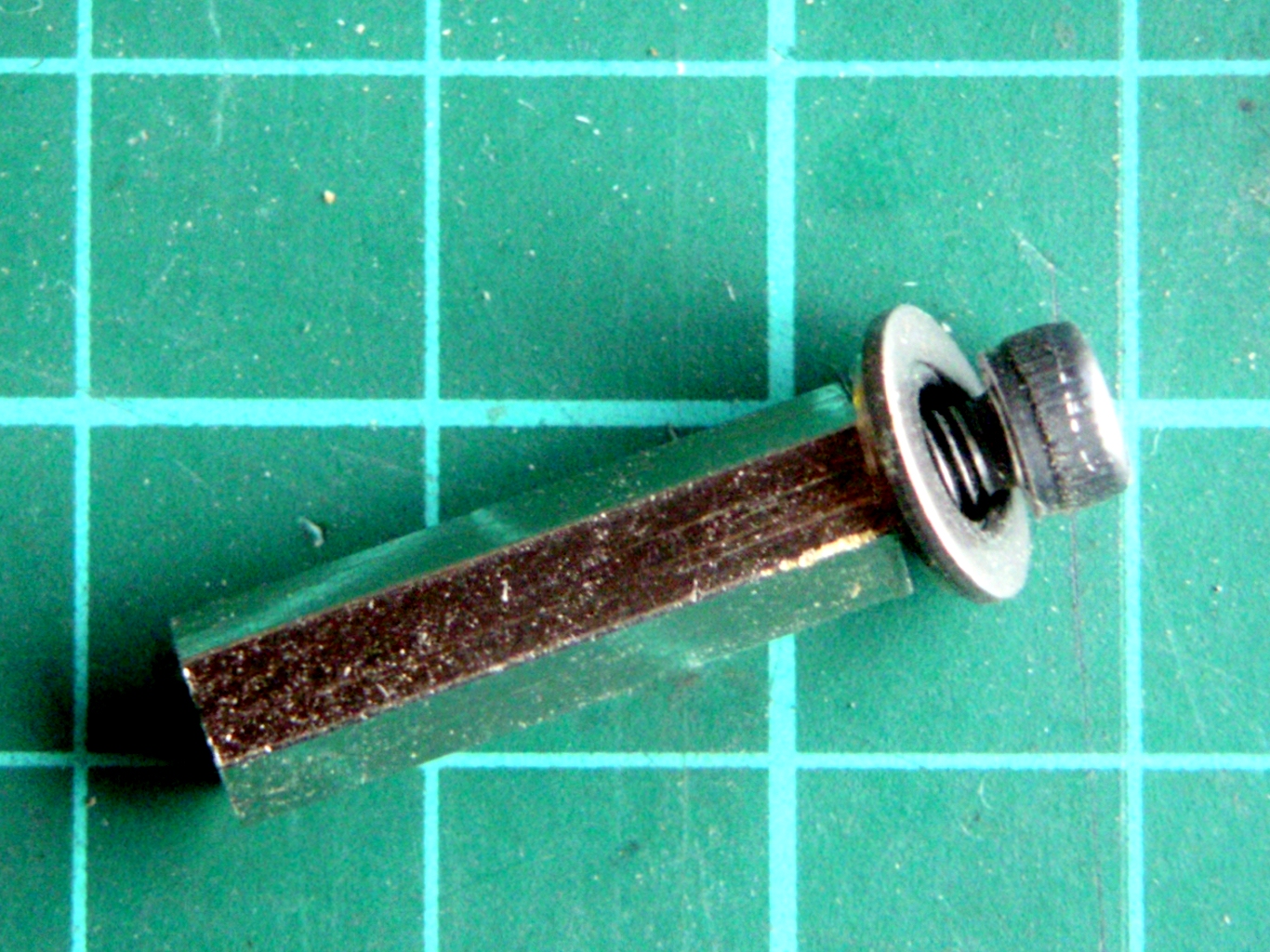
キーになるのはこのシャフトです。
コレはカラーとか高ナットなどと呼ばれます。6角形の軸に3mmのネジが切ってあります。
この軸に準備した板を固定します。3mmネジに合うように加工前の板は3mmの穴が開けてあったのです。
コレをボール盤のチャックに固定します。
この軸に材料を固定します。
固定用のネジは「六角穴付きネジ」を使っています。簡単に手に入る強度のあるネジです。電子工作に使う真鍮のネジでは折れることがあるのでコレを使っています。

バイトは斜めになっていますが薄板なので問題有りません。
軸は時計回りに回りますので刃先の位置をほぼ中心に合わせます。
中心より前に出ていると切れません。
一あわせはとても重要でバイスをクロステーブル【後述】などに固定すれば
簡易旋盤みたいの使い方が出来ます。

ボール盤のクイルを静かに下げると円周が削れます。
刃が斜めになっていますので、下げれば多く削れることになります。
アルミは柔らかいので刃物に粘り着くことがあります。適宜切削油を付けましょう。
この様な簡単な作業ではスプレーオイル(CRC-556)なども便利です。
切削油については作業条件などでいろいろ善し悪しがあります。残念ながら私も良く解らず説明が出来ません。
私がコレを使う理由は後始末がとても楽なことです。
ベタ付かず油分が残っても自然に蒸発します。またスプレー材が冷却にも効果があると思います。
残念ながら少々割高です。

この程度の作業なら古いヤスリを加工してバイト代わりにすることも出来ますが、そのためには旋盤作業がどんなモノか知る必要があるでしょう。
【クロステーブル】
もう既にお気づきと思いますがドリルチャックとバイトの位置がとても重要です。
この様な作業をする時クロステーブルがあるとボール盤がフライス盤に早変わりします。
クロステーブルがあるとハンドルを回すことによりボール盤作業などで対象物の位置を縦横自由に動かすことが出来ます。
※強度や精度の問題にはご注意下さい。
一般的にクロステーブルは高価ですがプロクソンのマイクロクロステーブル
http://www.kiso-proxxon.co.jp/catalog/dr_03.html
などは安価で便利でしょう。